-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Ürün
CKX Serisi - Özelleştirilebilir Çift Milli Torna ve Freze Tezgahı





- AÇIKLAMA
- TEKNİK PARAMETRELER
- BİZE ULAŞIN
TEKNİK PARAMETRELER
 | Temel Giriş |
| İş Mili Kafası / Tork Değeri |  |
 | Üzgün le ·Y ekseni, etkili açıklığı artıran ve kesme ilerlemesi için optimum sağlamlık sağlayan çift sertleştirilmiş kılavuz yolu düzenini benimser. |
| Y ekseni için telafi ·X ekseni, etkili açıklığı artıran ve kesme ilerlemesi için optimum sağlamlık sağlayan çift sert raylı konfigürasyonu benimser. |  |
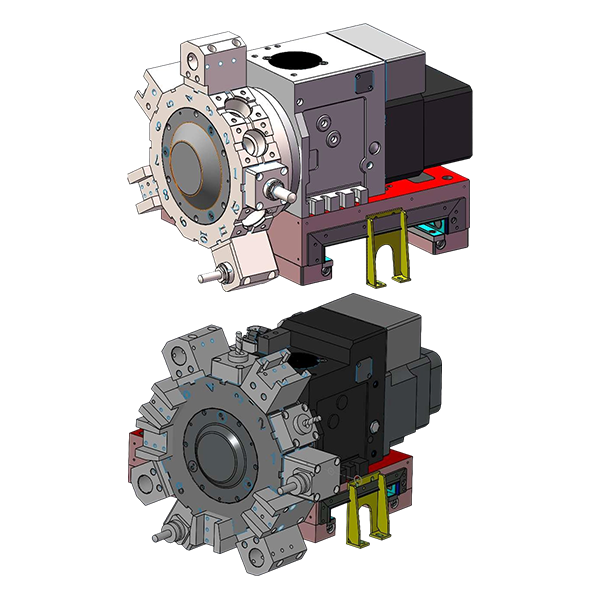 | Güç Taret CKX750 |
| Punta W ekseni, etkili açıklığı artıran ve optimum besleme sağlamlığı sağlayan çift sertleştirilmiş kılavuz yolu düzenini benimser. |  |
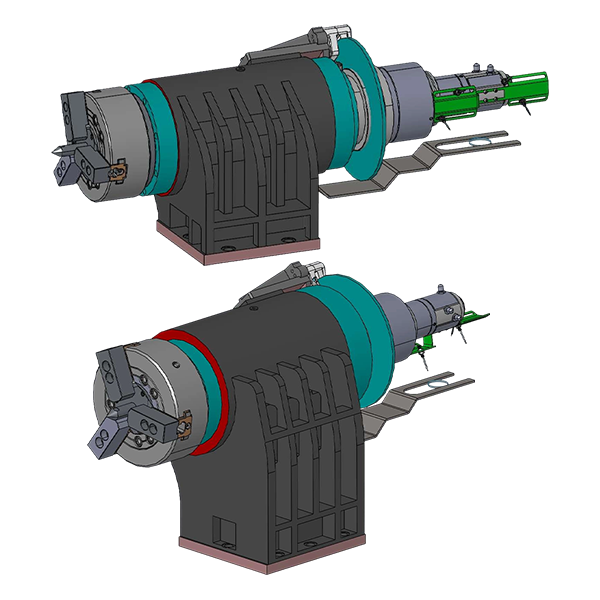 | Elektrikli Mil CKX750 |
| Merkez Dinlenme | 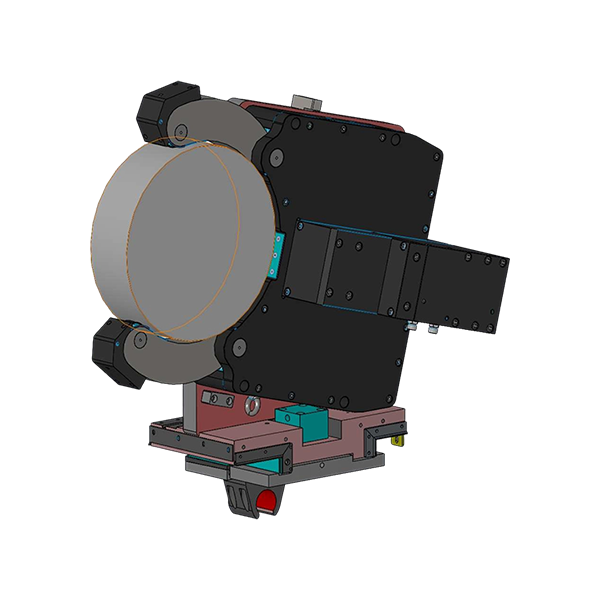 |


HAKKIMIZDA
Özel Olarak Torna-Freze Teknolojisini Mükemmelleştirmeye Adanmış
2015 yılında kurulan entegre bir üretim ve ticaret kuruluşu olarak faaliyet göstermekte olup Ar-Ge ve üretimden satış ve servise kadar her şeyi gerçekleştirmektedir. CNC portal işleme merkezleri, yüzey taşlama makineleri ve kılavuz taşlama makineleri gibi gelişmiş işleme tesisleriyle donatılmış olarak, döküm ve montajdan bitmiş makine satışına ve satış sonrası desteğe kadar tüm üretim süreci boyunca sıkı kalite kontrolünü sürdürüyoruz. Takım tezgahlarımız yenilikçi tasarımları, güvenilir performansları, yüksek hassasiyetleri, mükemmel maliyet etkinlikleri ve kapsamlı hizmetleriyle geniş çapta tanınmaktadır.
-
0
 Şurada Kurul:
Şurada Kurul:
-
0+
 İnşaat Alanı
İnşaat Alanı
-
0+
 Çalışanlar
Çalışanlar
-
0+
 İhracat Ülkesi
İhracat Ülkesi

ONURSAL SERTİFİKA
SERTİFİKA





En Son Haber ve Sergilerimizi Dikkate Alın
 Tüm Haberleri Görüntüle
Tüm Haberleri Görüntüle
Haberler ve Analizler
-
 Sektör Haberleri
Sektör Haberleri -
Sektör Haberleri
-
Sektör Haberleri
-
Sektör Haberleri
SEKTÖR BİLGİSİ
Torna-Freze Kompoziti birslında “Torna Frezesini” Geçtiğinde
A verimli işleme torna-freze kompozit takım tezgahı Bir parça birden fazla veri dönüşümüne ihtiyaç duyduğunda (tornalama, frezeleme, delme, kılavuz çekme, merkez dışı özellikler, açılı delikler) ve tolerans zinciri sıkı olduğunda avantajını gösterir. Bir parçayı makineler arasında hareket ettirirseniz, her yeniden kelepçeleme hataya ek olarak kurulum süresi ve süreç içi denetimin "gizli maliyetine" neden olur.
- Koaksiyel prizmatik özelliklere sahip parçalar: bir sıkma eş merkezliliği ve gerçek konumu daha iyi korur.
- Sık sık değiştirilen orta partiler: daha az fikstür ve daha az ofset, kesim dışı süreyi azaltır.
- Yüksek değerli parçalar: Süreç tek bir kontrol sisteminde birleştirilip izlendiğinde hurda riski azalır.
Kendi üretim hattımızda Ar-Ge ve süreç iyileştirmeyi tek bir şeye, yani torna-freze kompozit teknolojisine odaklıyoruz, böylece yineleme hızı yüksek kalıyor ve platform daha iyi hale geliyor. daha düşük başarısızlık oranlarıyla daha olgun zamanla.
Datum Stratejisi: Eşmerkezlilik ve Gerçek Konum Nasıl Korunur?
Torna-freze kompozitinde en büyük doğruluk kazancınız genellikle mikron düzeyindeki spesifikasyonların peşinde koşmak yerine veri planlamasından gelir. Amaç, tüm operasyonlarda işlevsel yüzeylerin sabit bir veri setine referansla tutulmasını sağlamaktır.
Tolerans birikimini azaltan pratik kurallar
- Önce birincil yerleştirme çapını ve yüzünü çevirin, ardından bu yüzeylere referans veren unsurları frezeleyin.
- Kritik desenleri bitirmeden önce, kaba işlemeden sonra "döngüyü kapatmak" için problamayı kullanın.
- Gerekmedikçe yeniden klemplemekten kaçının; gerekirse iş mili içi probu ve özel tespit özelliklerini kullanarak veriyi yeniden oluşturun.
- Takım yollarını GD&T'nizle tutarlı tutun: deformasyon etkilerini en aza indirmek için toleransı artıran yüzeyleri en son bitirin.
Veri disiplinini göz ardı ederek "özel alışveriş" yapmak yaygın bir alıcı hatasıdır. Gerçek üretimde, tek kurulumlu veri sürekliliği genellikle daha büyük kaldıraçtır.
B Ekseni ve Sabit Frezeleme: Ne Kazanırsınız, Neyi Kontrol Etmelisiniz
Bir B ekseni (veya eşdeğer çok eksenli frezeleme özelliği) eklemek, ikincil kurulumlara gerek kalmadan özellik kapsamını (açılı yüzler, bileşik delikler, serbest biçimli frezeleme) genişletir. Buradaki çelişki, kalibrasyon ve süreç disiplininin daha önemli olmasıdır.
| Yetenek | En uygun uygulamalar | Anahtar kontrol noktası |
|---|---|---|
| Sabit açılı frezeleme | Yuvalar, daireler, cıvata daireleri | İş milinden işe ofset stabilitesi |
| B ekseni / çok eksenli frezeleme | Açılı delikler, pervaneler, karmaşık yüzeyler | Döner eksen kalibrasyonu prob doğrulama |
Parçalarınız çoğunlukla tornalanmış stokta 2,5D frezeleme ise tam çok eksenli işleme ihtiyacınız olmayabilir. Ancak bunu yaparsanız, üreticinin kanıtlanmış bir kalibrasyon yöntemine sahip olduğundan ve doğrulama rutinlerini desteklediğinden emin olun; bu, Ar-Ge odaklı bir üreticinin sahip olma deneyimini daha sorunsuz hale getirebileceği yerdir.
Talaş Kontrolü: Kompozit İşlemede Çalışma Süresinin Gizli Belirleyicisi
Torna-freze kompozit kesimi, karışık talaş türleri oluşturur: uzun tornalama talaşları, kırık frezeleme talaşları ve lifli delme talaşları. Talaş tahliyesi kozmetik değildir; yüzey kalitesini, takım ömrünü, iş mili yükü alarmlarını ve hatta talaşların yeniden dolaşması durumunda eksen aşınmasını etkiler.
Süreçte ne tasarlanmalı?
- Tornalama için talaş kırıcı geometrileri kullanın; Son işleme zarar veriyorsa aşırı besleme yoluyla talaş kırmaya "zorlamayın".
- Çok ağır tornalama işlemleri, hassas frezeleme özelliklerini talaşların altına gömmez.
- Yüksek basınçlı kesme sıvısı en çok derin delme, kesme ve yapışkan malzemeler için değerlidir.
- Alt iş mili/ikincil tutma alanı çevresinde talaş birikmesine dikkat edin; Bu, sık sık beklenmeyen kesintilerin kaynağıdır.
Makineleri değerlendirirken talaş tahliye tasarımı ve servis kolaylığı hakkında bilgi alın. Gerçek mağazalarda, talaş stabilitesi çoğu zaman üretim stabilitesine eşittir .
Termal Davranış: Neden “Sabah İyi, Öğleden Sonra Kötü” Olur?
Kompozit makineler daha fazla ısı kaynağını tek bir muhafazada toplar: ana iş mili, freze iş mili, servolar, bilyalı vidalar ve sıklıkla ikinci bir iş mili. Sıcaklık değiştikçe takım merkez noktaları ve fener mili büyümesi de değişir; özellikle uzun parçalarda veya derin deliklerde fark edilir.
Doğruluğu dengelemek için atölye taktikleri
- Yalnızca rölantide çalışmayı değil, temsili iş mili hızlarını ve eksen hareketini kullanarak ısıtın.
- Kritik çapları/delikleri makine stabil bir termal duruma ulaştıktan sonra bitirin.
- Telafi etmek için problamayı kullanın: bir referans özelliğini ölçün ve son geçişlerden önce ofsetleri düzeltin.
- Toleransınız darsa soğutma sıvısı sıcaklığını standartlaştırın ve son işlem sırasında muhafaza kapılarını kapalı tutun.
Pratik paket servisi: tekrarlanabilirlik termal tutarlılıktan gelir bir defadan fazla geometri kontrolü.
Takım Yönetimi: Çarpışmayı Önleme ve Kesme Dışı Süreyi Azaltma
Tornalama ve frezeleme takım sistemleri aynı çalışma ortamını paylaştığından takım yönetimi hem üretkenlik hem de güvenlik gereksinimidir. Çarpışmalar genellikle gözden kaçan takım uzunluğu değişikliklerinden, kötü ayarlanmış iş parçası ofsetlerinden veya tornalama ve frezeleme çevrimleri arasındaki karışık koordinat kurallarından kaynaklanır.
Standartlaştırmaya değer proses kontrolleri
- Bir bakım verimli işleme torna-freze kompozit takım tezgahı doğrulanmış ölçüm uzunlukları ve çıkıntı limitleri içeren kitaplık; izinlerin arkasındaki düzenlemeleri kilitleyin.
- Ofset kaymalarını erken yakalamak için mümkün olan yerlerde takım ön ayarlayıcının makine içi ölçümünü kullanın.
- Hem tornalama hem de frezeleme işlemleri için güvenli düzlemleri standartlaştırın; programcı başına "özel güvenli uçaklardan" kaçının.
- Yeni programlar için bir prova protokolü tanıtın: azaltılmış ilerleme, tek blok ve ayna/çenelerin yakınında çarpışma kontrolü odağı.
Yedek parça ve teknik desteği tek bir makine tipine özel tutmamızın nedeni de budur: hızlı yanıt çalışma süresini korumaya çalıştığınızda en anlamlı olanıdır.
Kompozit İşlemeyi Başarılı veya Bozan İş Parçası Tutma Seçimleri
Torna-freze kompozit işinde ayna ve çeneler tutmaktan fazlasını yapar; verileri tanımlar, yuvarlaklığı etkiler ve transfer işlemlerinin stabil olup olmadığını belirler. Aşırı sıkma ince duvarlı parçaları deforme edebilir; yetersiz sıkıştırma, yüzey kaplamasını ve konum doğruluğunu bozan mikro kaymaya neden olur.
Ortak senaryolar ve en iyi uygulamalar
- İnce borular/halkalar: Üretimde kullanılanla aynı sıkma kuvvetiyle delinmiş yumuşak çeneler kullanın; Stres dengelendikten sonra kritik kimlikleri bitirin.
- Uzun şaftlar: punta/destek veya sabit çözümler kullanın; Hızı artırmadan önce titreşim kontrolüne öncelik verin.
- Alt fener miline transfer: ikinci kavramanın bilinen bir yüzeye referans vermesi için bir konumlandırma özelliği (pilot/omuz) ekleyin.
- Tornalanmış stokta yüksek torklu frezeleme: çene tırtıllarını ve temas düzenini doğrulayın; zayıf temas sessiz bir gevezelik kaynağıdır.
Hızlı bir değerlendirme istiyorsanız: önce iş parçası tutmayı geliştirin, ardından parametreleri ayarlayın; iş parçası tutma değişiklikleri işe yarayabilir anında verim artışı .
uzmanlaşmış
Takım tezgahı bünyesinde araştırma ve geliştirme, üretim ve satış hizmetleri
endüstri. Özel CNC Torna ve Freze Makinesi ve CNC Torna ve Freze Kompozit Merkezi Fabrikası.
Deneyimli personel ve uzmanlar size her zaman hizmet vermeye hazırdır.
teknik sorunlara profesyonel rehberlik ve çözümler.
Ürün
Neden Biz
Haber odası
Hızlı Bağlantılar
Telif hakkı © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

